


No 3 (2016)
- Year: 2016
- Articles: 6
- URL: https://bakhtiniada.ru/1994-6309/issue/view/19976
- Description:
Full Issue

TECHNOLOGY
Computer simulation of crystallographic orientations influence on earing during drawing
Abstract
The practical implementation of the user material model, which takes into account the ideal crystallographic orientations, is illustrated in terms of drawing process simulation. The material model consists of the following elements: yield criterion, which takes into account explicitly the parameters of crystallographic orientation and the crystal lattice constants; linear isotropic hardening model; the tangent cutting plane algorithm for updating stresses. The model is implemented on the FORTRAN programming language as user material UMAT 47 for the software LS-DYNA. The drawing of caps made of 8011A aluminum alloy is simulated using the model. The blank texture consists only of one ideal crystallographic orientation: {124}<123>, {230}<231>, {135}<130> and {100}<100>. It is found that the stress-strain state of anisotropic axisymmetric blank during drawing changes both in the radial and tangential directions. In the direction of the minimum values of tensile radial strains the blank thickening occurs more intensively. Whereby a significant portion of the flange metal moves in the thickness and leads to the formation of cavities. In the places with maximum values of the radial strains the flange thickening is significantly less. Hence, the metal goes on increase of the cap height, forming an ear. It is determined that ideal crystallographic orientation {124}<123> causes formation of 4 ears at angle 45° to rolling direction, while orientations {230}<231>, {135}<130>, {100}<100> causes ears at rolling and transverse directions. Also it is shown that one possible combination of ideal crystallographic orientations, which eliminates earing and non-uniform thickness of cap, is the following: {124}<123> - 43,9%; {135} <130> - 29,2%; {230}<231> - 25,6%; {100}<100> - 1,3%. In addition, the influence of the ideal crystallographic orientations on the drawing force is studied. It is found that the drawing force of blanks with different orientations changes by more than 20% ({100} <100> - maximum force; {230} <231>, {135} <130> - minimum force).
Obrabotka Metallov / Metal Working and Material Science. 2016;(3):6-14
 6-14
6-14



Optimal choice of the technology of thick steel sheets laser cutting
Abstract
Laser cutting of steel when oxygen is used as a process gas can be done by two methods. The first one is the laser-oxygen cutting, which presents the forced combustion of iron in oxygen. In this case, the laser radiation and exothermic reaction of oxidation make roughly equal contribution in the energy balance. The second method is the oxy-laser cutting when the laser beam just initiates the combustion reaction, which provides almost all energy needed for the cutting. This method is used for thick sheets. As of today, there are no scientifically proven criteria of the choice of the cutting method for a certain sheet thickness providing the qualitative cut with the low roughness. Above all it results from the insufficient information about the mechanisms of the cut surface shape formation. Available theoretical models of the laser cutting cannot be a reliable tool to choose the optimal cutting method regarding the sheet thickness. In this paper, the problem is solved experimentally. Generalization of a large body of experimental data enables to have the empirical dependence of the optimal cutting speed Vq, at which the roughness is minimal, on the cut sheet thickness: QUOTE . The criterion is proposed, the maximal sheet thickness tm is found; above it, the high-quality laser-oxygen cutting is impossible. The value tm is found from the condition Vq = Vc, where the critical speed Vc, at which the uncontrolled side burning begins, the cutting roughness increases, and the high-quality cutting is impossible. The measured value Vc is equal to 0.4…0.5 m/min, which correlates to tm = 40…50 mm. The oxygen-assisted laser cutting of low-carbon and low-alloyed steels is advisable starting from the thickness of 30…40 mm. The tests of the laser-oxygen cutting of sheets of 18…50 mm showed that at the thickness of 30 and 40 mm, the oxygen-assisted laser cutting provides the cut quality not worse than the laser-oxygen cutting if the process parameters are optimal.
Obrabotka Metallov / Metal Working and Material Science. 2016;(3):15-22
15-22
Method for improving the efficiency of products from polymer composites
Abstract
Improving the quality of treatment is possible by selecting rational parameters of the process of machining and design characteristics of the cutting tool. However, this requires a lot of laboratory and theoretical studies, which often is not of economic benefit to produce. An important problem is to increase the process efficiency of the blade machining of composite materials. To solve this problem, it is necessary to develop a methodology for performance measurement that takes into account design features of the instrument, its efficiency and cutting conditions that allow optimizing the production process. Economic efficiency is one of the main criteria in the design of a technological parts processing. To determine this criterion the main production expenses, including the cost of the cutting tool, the cost of its training, workers' wages, energy and materials costs are identified. The values of the resulted expenses for different parameters of the technological process are obtained. The parameters of the process are the cutting conditions, structural and technological characteristics of cutting tools, as well as the properties of the material being processed. On the basis of the calculated data and experimental research carried out rationalization of the process parameters in order to increase economic efficiency machining of polymeric composite materials on the example of milling fiberglass. Research found that the dependence of the resulted expenses of the cutting conditions is an extreme character, where the minimum point shifted upward cutting conditions by increasing production. According to the research the technique of determining the reduced costs, derived mathematical relations tool life of the cutting tool of the cutting conditions is developed and recommendations on the appointment process parameters, ensuring minimal production costs, are drawn up.
Obrabotka Metallov / Metal Working and Material Science. 2016;(3):23-30
23-30
MATERIAL SCIENCE
The effect of heat treatment on the structure and properties of metallic layered composite materials formed by explosive welding of heterogeneous steels thin plates
Abstract
Three types of metal laminated composite materials consisting of alternating plates of durable and plastic steels are formed by explosive welding. In order to increase the structural strength indicators, the derived composite materials are heat treated. Compositions containing maraging steel are subjected to artificial aging for 3 hours at 490 ° C . Compositions containing tool steel are quenched in oil at 880 ° C and then tempered at 550 ° C . The mechanical properties of the materials are determined by its structure. Carried out static and dynamic mechanical tests confirmed the positive effect of heat treatment on the properties of the layered composite materials, in spite of the diffusion zones formation in the structure. During heat treatment of multilayer materials, obtained by explosive welding of chrome-nickel austenitic steel and structural tool steel thin plates, an explicit gradient structure is formed, and characterized by the presence of several zones with different structure. An accelerate formation of these zones during heating contributes to the non-equilibrium structure of materials in the heat-affected zone of a width of about 100 μm, which is formed as a result of severe plastic deformation of dynamically interacting steel billets. The width of the diffusion zones along weld profile waves is derived from the different degrees of plastic deformation. It is established experimentally that the effect of the deformation and heat treatment processes on the nature of the hardening of chromium-nickel, maraging and tool steels differs sharply. The results of the microhardness measuring in the central areas of the plates indicate that chromium-nickel steel is hardened by explosive welding on 42%. In the soak process at 490 °C its microhardness is practically unchanged. Maraging steel conversely is undisposed to hardening during welding and is hardened on aging stage at 490 °C by 53%. The mechanism of maraging steel hardening is due to the formation of intermetallic particles. The microhardness of the tool steel during explosion welding is increased by 32. Heat treatment allows to further raise the microhardness level of the tool steel by 48%. It has been shown experimentally that there is a difference in average 30% of the stress limit values, compared with calculated values obtained by using the rule of mixtures. Difference in the level of the stress limit values is due to the work hardening that occurs during the dynamic interaction of steel billets.
Obrabotka Metallov / Metal Working and Material Science. 2016;(3):31-40
31-40
The formation of the liquid phase in the surface layer of steel components in the high-energy heat hardening by high frequency currents
Abstract
Purpose: To improve the operational properties of machine parts, the methods of modifying the surface layers of parts with highly concentrated energy sources, providing a heating rate of about 104... 105 oC/sec, are becoming more common. The target of the research is high-energy heat hardening of the surface by high-frequency currents (HEH HFC). This energy source is characterized by highly complicated energy distribution in the depth of the heated layer, which may cause the formation of micro volumes of molten metal in the depth of the material, leading to a significant reduction in the quality of the workpiece. Consequently, when setting the process parameters, it is necessary to take into account the processing characteristics by the given heat sources. Methods: Full-scale experiments are carried out on the cylindrical grinding machines 3B12, having an additional source of energy in the form of the external quenching circuit implementing high-energy heating by high-frequency currents. Structural studies are carried out using optical and scanning electron microscopy. Mathematical modeling of thermal fields and structural phase transitions using HEH HFC is carried out in ANSYS and SYSWELD software systems. Results and Discussion: It is theoretically grounded and proven in use that when performing the surface hardening of steel 45 using the high-energy heating by high-frequency currents and simultaneous shower water-cooling, the liquid phase may occur not on the surface but at the depth of 0.15 ... 0.2 mm. Basing on the research the conclusion is as follows: when setting the processing parameters of the HEH HFC surface hardening with simultaneous shower water-cooling, they must be based on the most heat-stressed layer.
Obrabotka Metallov / Metal Working and Material Science. 2016;(3):41-51
41-51
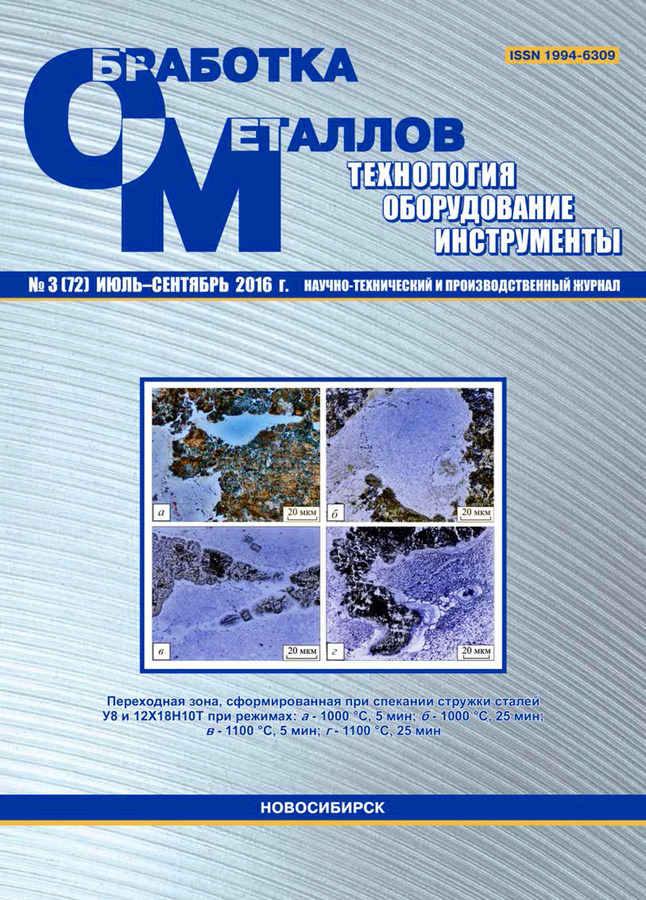
Formation of heterogeneous iron-carbon alloys structure by sintering of dissimilar steels particles
Abstract
The objective of the study was to investigate the relationship between the microstructure of the compositions and the sintering conditions. Spark plasma sintering of dissimilar steels particles (Fe-0.8C and Fe-0.12C-18Cr-10Ni-1Ti with pearlite and austenite structures, respectively) is implemented to form heterophase iron-carbon alloys. Several sintering conditions with different temperature (1000 and 1100 oC) and sintering time (5 to 25 minutes) are used. All obtained compositions are characterized by the absence of pores. Correlation of the heterogeneous microvolumes is close to 1:1. The main methods of structural research in the work are light microscopy and scanning electron microscopy. Microhardness testing is also carried out. The experimental results presented in the study clearly show that basic structural components in the obtained compositions are austenite, pearlite, ferrite, martensite, as well as chromium carbides. It is found that in the zones of interaction between heterogeneous particles the transitional chemical composition areas are formed. The chromium content reaches 6-8 % wt. and nickel - 2-3 % wt. in these areas. The maximum thickness of such areas at the sintering temperature of 1000 °C is less than 10 microns and at 1100 °C its width reaches 20 micron. This chemical composition of the intermediate areas leads to the appearance of austenitic-martensitic structure after cooling with microhardness level about 600-900 HV.
Obrabotka Metallov / Metal Working and Material Science. 2016;(3):52-61
52-61