


No 2 (2016)
- Year: 2016
- Articles: 10
- URL: https://bakhtiniada.ru/1994-6309/issue/view/19975
- Description:
Full Issue

TECHNOLOGY
The reduction of residual stresses in cold expanded thick-walled cylinders by plastic compression
Abstract
Thick-walled cylinders (D/d≥2) constitute a large group of parts with precise small diameter holes (d=1…10 mm). Improvement of surface finish and accuracy of small diameter holes is an actual task and requires the development of new methods of processing and cold expansion is one of the most effective methods of finishing and hardening of holes in such parts. Along with high productivity, cold expansion helps to increase accuracy, improve surface roughness, considerably work-harden surface layer and generate favorable compressive residual stresses. However, residual stresses generated during cold expansion of parts such as thick-walled cylinders can be undesirably high in some cases. We suppose that in order to maintain high accuracy of holes and to lower residual stresses after cold expansion of thick-walled cylinders, which undergo throughout plastic deformations, it is needed to perform axial plastic compression with subsequent cold expansion with small interferences. To test the hypothesis, we studied accuracy of holes as well as hoop, radial and axial residual stresses in cylinders made of steel grade 50 (0.5% C, НВ 2170…2290 MPa) with hole diameter d=5 mm, outer diameter D=15 and length L=30 mm by Sachs method. It is found that double-cycle cold expansion with total interference аΣ/d=5.1% generates hoop residual stresses with largest absolute value equal to 284 MPa, which, after plastic compression with strain ∆L/L equal to 0.5% and 1% and single-cycle cold expansion with interference a/d=0.9%, changed to 177 MPa. It is shown that high hole accuracy (IT7) achieved through double-cycle expansion remained at the same high level after plastic compression and single-cycle expansion.
Obrabotka Metallov / Metal Working and Material Science. 2016;(2):6-11
 6-11
6-11



Technological capabilities of the holes electrochemical machining using fixed cathode-tool
Abstract
The technological possibilities of electrochemical dimensional machining of copper using fixed cathode-instrument are considered. The cathode is hollow to supply the electrolyte into the processing area. It is proposed to use the scheme with a horizontal position of the cathode, which permitted to use the electrolyte stream as the forming tool. The dependence of the needled depth change in time that indicates a decrease in processing speed with increasing electrode gap is obtained. This fact is confirmed by decrease in current density during processing, and can be explained by the increase in the ohmic resistance of electrolyte flow with the increase of the electrode gap. It is found that increasing technological voltage on the electrodes leads to the increase of treatment depth and the diameter of the inlet hole. Changing the overpressure of the jet from 0.3 to 0.8 MPa had no significant influence on processing productivity and on the regularities of the hole formation. It is shown that the increase in diameter of the cathode-tool is accompanied by a growth in both the depth of processing and the diameter of the inlet hole. The possibilities for further improvement of the electrochemical machining of a small-diameter holes to increase the productivity of the process and improve the accuracy parameters. Electrochemical machining scheme with fixed cathode-tool results in a significant loss of accuracy of the hole by cone forming. To eliminate this disadvantage it is necessary to stabilize the electrode gap using a so-called scheme of non-stationary cathode-tool. It allows us to improve the accuracy of the needling and also to increase to some extent the productivity of the process. Further improving of Electrochemical machining of holes in terms of increasing productivity requires finding ways to current density increasing by combining with other electro-physical processes.
Obrabotka Metallov / Metal Working and Material Science. 2016;(2):12-20
12-20
EQUIPMENT. INSTRUMENTS
A comparative analysis of the efficiency of ceramic and bakelite bonded grinding wheels
Abstract
Grinding of nickel and iron based wear-resistant microporous coatings is marked to have low grindability and is accompanied by a rapid loss of cutting capacity of the abrasive wheels due to the high intensity of thermal power process, intensive wear and wheels smearing. In the grinding operation the performance of the abrasive grains largely depends on the strength of its retention in the disc, i.e. the type and number of bond. In consideration of the low thermal conductivity and the tendency of micro porous coatings to burn during grinding, it is particularly important to minimize friction costs. This requirement can be met by a choice of more antifriction material of the bonds while meeting the requirements of a sufficiently reliable fastening of the abrasive grains in the wheel. The research data on the cutting ability of wheels of aluminum oxide and silicon carbide with a ceramic and bakelite bond for rough grinding of nickel and iron based microporous coatings are presented in the article. Redress life and process efficiency are established, grinding power strain, energy demands and other indicators are investigated. The findings of the feasibility of the transition to the use of an abrasive tool with a ceramic bond, which allows increasing the wheels resistance and processing performance while reducing power strain of the grinding process and energy demands compared with wheels on bakelite base, are made. A comprehensive assessment of the test results showed that in the round external grinding of nickel-based microporous coatings the most effective is an abrasive wheel of made of electrocorundum with a ceramic bond, and when grinding iron-based coating - abrasive wheel made of silicon carbide with a ceramic bond.
Obrabotka Metallov / Metal Working and Material Science. 2016;(2):21-27
21-27
An assessment of cutting abilities of boron nitride high porous wheels while pendulum grinding of elements made of titanium alloy VT20 using the artificial neural network
Abstract
The high porous wheels (HPW) made of cubic boron nitride (CBN) are used to improve the grinding efficiency of titanium alloys. The high dimensional pores in these tools allow to reduce the blunting on the HPW working surfaces and to avoid appearance of the grinding burns and cracks on the ground surfaces. In this paper the cutting ability (CA) of six HPW from CBN was carried out while grinding parts from VT20 alloy. The studied HPW have the constant grain B126, but their other characteristics were varied: by the CBN marks - from CBN30 to LCV 50, by the wheel hardness - from L (medium soft) to O (medium hard) and by the pore-forming agent - from KF25 to KF40. The CA of the tools are measured by the high-rise indicator (Ra, Rmax) and the stepping indicator of roughness (Sm) (GOST 25142-82). The analysis of the observations is leaded using statistical approaches, because the grinding process has a stochastic character. The nonparametric statistical method is used on the basis of the experimental data results of testing on the homoscedasticity and the normality of distributions. In this case, the measure of position is the medians and the measures of dispersion are the quartile latitude (QL). For the complex assessment of the HPW’s CA the simulation in the artificial neural network in «STATISTICA Neural Networks» package was carried out. By its results, it was established that the HPW LCV50 B126 100 MV K27-KF40 with a rating “very good” provides the highest surface quality in grinding flat parts of the VT20. Moreover it was found that the VT20 is ground better by the HPW made from the grain B126 with high grain strength 50, low hardness (L, M) and the most pore-forming (KF40). The «STATISTICA Neural Networks» package also has an option to predict the network sensitivity to input variables. In this case, the order of decreasing the influence on the quality assessment of the part surface are Ra, Rmax, QL(Rmax), QL(Sm), QL(Ra) and Sm.
Obrabotka Metallov / Metal Working and Material Science. 2016;(2):28-40
28-40
The methods of technological machines’ rotors balance
Abstract
Purpose: The rotors of technological machines, including low-speed ones, which are fairly long, need to be balanced. In this regard, the main task of the study is to develop a method for determining the values of correction imbalances, adjusting the rotors of technological machines. Methods: A method of balancing the rotor of the technological machine in the case of the actuating device of the two-shaft continuous mixer is presented. Within the system of three-dimensional modeling the values of the mass/inertia data of the rotor elements are obtained upon which the simulation model is built in the form of a rotor imbalance three dimentional system. On the basis of the developed model the obtained imbalance plans are reduced to two flat systems. The values of the correction imbalances are determined. The proposed method allows to determine the conditions of complete rotor balancing; obtain graphical and analytical percent dependence of the maximum and minimum variations of correction imbalances at various manufacturing accuracy of the main shaft elements with approximation reliability of 0.95 to 0.99. Results: According to these data and using computer modeling it is recommended to determine the inertial mass characteristics of the designed structure. Then, in accordance with the proposed methodology and the actual figures of the shaft elements it is necessary to choose two reference planes in order to determine the vector values and directions of two-plane imbalance by means of a graphic method for torque polygon construction. Blade scrapers are used as correction imbalances. Conclusions: The studies have revealed that when reducing manufacturing accuracy of the main shaft elements the expected deviation of correction imbalances increases and may reach 75%. The grade of manufacturing accuracy of kneading blades for various angular shaft speeds.
Obrabotka Metallov / Metal Working and Material Science. 2016;(2):41-50
41-50
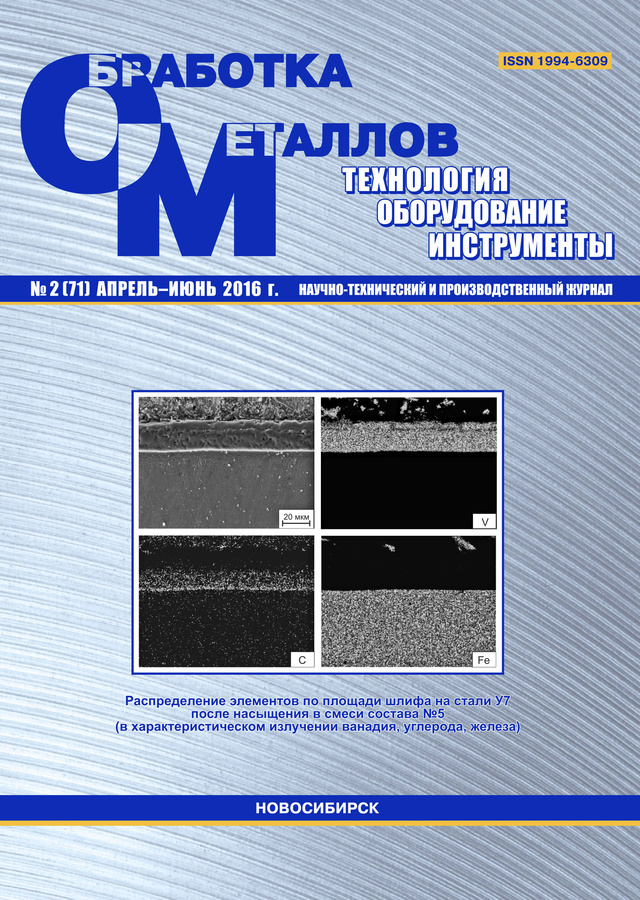
The effect of powder mixtures composition on the structure and properties of carbide diffusion layers
Abstract
Thick-walled cylinders ( D/d ≥2) constitute a large group of parts with precise small diameter holes ( d =1…10 mm). Improvement of surface finish and accuracy of small diameter holes is an actual task and requires the development of new methods of processing and cold expansion is one of the most effective methods of finishing and hardening of holes in such parts. Along with high productivity, cold expansion helps to increase accuracy, improve surface roughness, considerably work-harden surface layer and generate favorable compressive residual stresses. However, residual stresses generated during cold expansion of parts such as thick-walled cylinders can be undesirably high in some cases. It is supposed that in order to maintain high accuracy of holes and to reduce residual stresses after cold expansion of thick-walled cylinders, which undergo throughout plastic deformations, it is needed to perform axial plastic compression with subsequent cold expansion with small interferences. To test the hypothesis, the accuracy of holes as well as hoop, radial and axial residual stresses in cylinders made of steel grade 50 (0.5% C, НВ 2170…2290 MPa) with hole diameter d =5 mm, outer diameter D =15 and length L =30 mm by Sachs method is studied. It is found that double-cycle cold expansion with total interference аΣ/d =5.1% generates hoop residual stresses with largest absolute value equal to 284 MPa, which, after plastic compression with strain ∆L/L equal to 0.5% and 1% and single-cycle cold expansion with interference a/d =0.9%, changed to 177 MPa. It is shown that high hole accuracy (IT7) achieved through double-cycle expansion remained at the same high level after plastic compression and single-cycle expansion.
Obrabotka Metallov / Metal Working and Material Science. 2016;(2):80-86
80-86
MATERIAL SCIENCE
Special features of the phase formation during sintering of high porous cellular materials of the Fe-Cr-Al system
Abstract
The highly permeable cellular material (HPCM) based on chromal is promising as a carrier of deep methane oxidation catalysts. Using HPCM as a base material of heat-resistant Fe-Cr-Al alloys allows to apply such catalysts at temperatures up to 900 °C in the air and in the combustion gas atmosphere. HPCM-chromal is the basis for flameless combustion of methane catalysts for environmental friendly heat generators. HPCM based on Fe-Cr-Al is used as the heat and power unit the catalytic reactor-steam generator, allowing performing deep flameless oxidation of the fuel in the reactor at temperatures below 1000 °C, which virtually eliminates the formation of oxides of nitrogen NOx and CO. HPCM based on Fe-Cr-Al is obtained by powder metallurgy by replicating the spatial structure of polymeric cellular material. The materials are prepared from the slurry based on the mixture of carbonyl iron powder and master alloy (wt.%) 20% Fe-60% Cr-20% Al with the addition of 1.5% Co fine powder. Technique involves ligature milling, powders mixing, preparation and application to polymer backbone slurry, preliminary annealing in hydrogen, with a step by heating to 700°C for decomposition and removal of the polymer and the final sintering in vacuum at 1270° C. The results of X-ray study highly porous cellular material of Fe-Cr-Al are showed. The data on the phase composition, the lattice parameters and the fine structure of the starting powder and the charge is showed. Material is investigated after intermediate annealing at 700 °C and after sintering at 1270 °C. After intermediate annealing at 700 ° material consists of 3 bcc phases with differing parameters. After the final sintering material consists of a bcc phase and impurities of chromium carbide Cr7C3.
Obrabotka Metallov / Metal Working and Material Science. 2016;(2):51-58
51-58
The kinetics of formation of coatings based on titanium carbide during diffusion metallization from the fusible liquid metal solutions, on the hard alloys
Abstract
The analysis of the strengths and weaknesses of existing technologies to improve the performance properties of carbide cutting tool is given. The results of studies of the diffusion metallization process by titanium of hard alloys from the fusible liquid-metal solutions are given. The influence of titanium diffusion coatings on the durability of carbide tools is investigated. A method of providing formation on hard alloys for wear-resistant titanium high-quality functional coatings is described. The thickness of the coating varies depending on the temperature and exposure time, and ranges from 2.6 to 5.6 µm in the alloys of type TC; from 2 to 5.4 µm on alloys of the type VK. The hardness of the coatings obtained depends on the temperature of the coating and modes of pre-carburizing, and varies from 24100 to 30000 MPa for alloys of type TK; 21580 up to 24750 MPa for alloys of the type VK. The kinetics of formation of diffusion coatings on titanium carbide is investigated. The microstructure of the coatings is investigated. The coating consists of two layers: the coating and the transition zone, which size and hardness depends on the conditions of pre-carburization and modes of application of the coating. The dependence of the thickness of the coatings from the exposure time of the plates in the melt, the temperature of coating composition from the coated hard alloy is investigated. It is revealed that the coatings formed on the TK-type alloy have greater thickness and hardness, then coatings on the VK-type alloys.
Obrabotka Metallov / Metal Working and Material Science. 2016;(2):59-69
59-69
The formation оf the bainite structure during heat treatment of the rail steel (analogue J13052)
Abstract
The shortcomings of the existing normalization regime with annealing of the 1st kind of large-sized parts made of rail steel analogue J13052 are investigated. The increasing of toughness was obtained by controlled quenching air to the bainitic structure with the use of an orthogonal matrix of planning for 15 modes. Allowable hardness interval was determined to provide the value of shock viscidity no less than 20 J/cm2. On the basis of statistical data and the series of experimental heat treatment processes, optimal interval of hardness 165 … 180 HB was defined. This interval of hardness provides desired impact strength characteristics. According to the method above, heat treatment modes on the planning matrix were established in laboratory conditions. Critical points of the cooling Ar1 and Ar3 were determined by the thermograms. Then obtained thermograms results are used to select the cooling mode of castings of different masses and sizes, by setting the temperature control sensors during the heat cycle. Due to the fact that the austenite transformation temperature range is influenced by heating, holding time and cooling air flow rate. While using controlled heat treatment in the production, correction of holding time and of cooling rate of bulk product is being adjusted to reach the predetermined interval of intermediate conversion. Regressive equalizations of polynomials of 2nd degree were expected for determination of the shock viscidity of KCV-60, hardness, microhardness of structural constituents as a ferrit, alloyed ferrit, pearlite. Applying of controlled cooling process includes controlled isothermal quenching with self-tempering, where pearlite transformation region is transferred to the low temperature interval. This transfer provides obtaining of maximal degree of grain refinement and getting of structural component in the form of bainite till 3% in ferrite-pearlite structure. The difficult cycle of heat treatment is offered for massive railway details with conservation of internal energy of founding for recrystallization.
Obrabotka Metallov / Metal Working and Material Science. 2016;(2):70-79
70-79
Thermal expansion of Al-Cu alloys after conditioning and heat treatment
Abstract
There is a huge amount of works on the study of the invar effect including alloying of iron-nickel bases by all the available elements of the periodic table, including precious metals ( Pt, Pd ). However, the secret of the invar effect is still not clear. The effect of copper on the linear expansion of commercial purity aluminum A7 was studied previously. The results obtained led to the conclusion that it can be reasonable to use copper to produce light alloys with controlled thermal expansion. The mechanism of the thermal expansion of as-cast and deformed Al-Cu alloys depends on the melt conditioning and heat treatment. The melt conditioning is presented by the water steam purging. It is found that the melt conditioning leads to anomalies, which are reflected in the reduction of thermal expansion of the alloys of interest. Further heat treatment leads to the development of anomalies. It is shown that the hot plastic deformation significantly affect the temperature coefficient of linear expansion (TCLE, α) aluminum-copper alloys and the effect increases with copper content increasing. The possibility of application of the discovered mechanism to create a new invar alloys, differing by a low specific weight and lower cost is investigated.
Obrabotka Metallov / Metal Working and Material Science. 2016;(2):87-94
87-94